Продукция










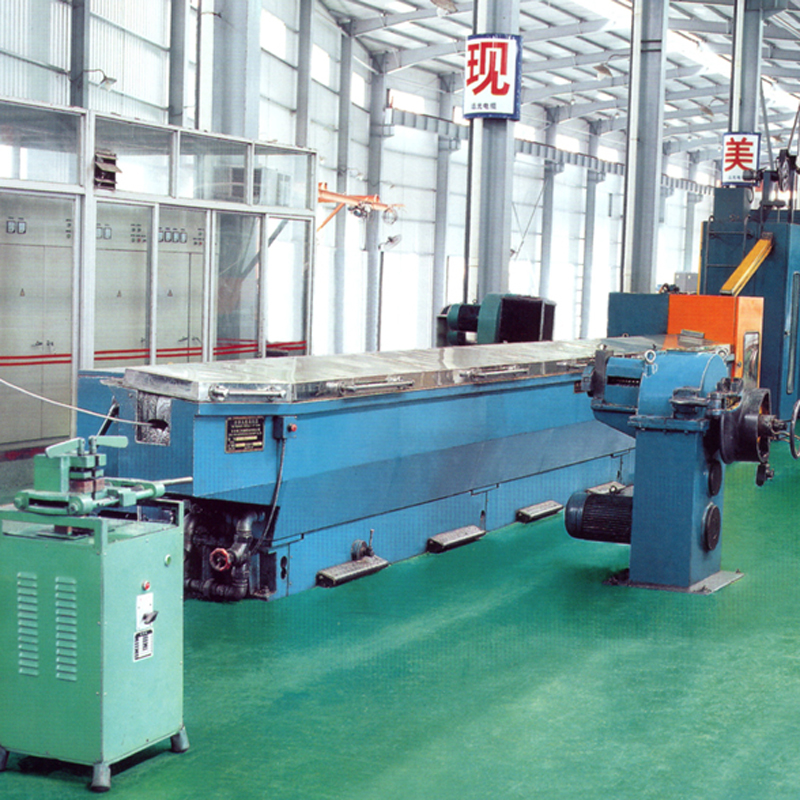
Линия непрерывного литья и прокатки медной прутки типа SH2500/8-255/12B
Производственная линия в основном состоит из машины непрерывного литья заготовок, вспомогательного оборудования, стана непрерывной прокатки, устройства закалки и намотки, эмульсионного охлаждения, системы масляной смазки, электронной системы управления, внешней системы водяного охлаждения и других устройств.
Описание
маркер
Эта производственная линия непрерывного литья и прокатки спроектирована и изготовлена компанией Shuhong на основе ее богатого опыта, накопленного за многие годы, в сочетании с передовыми международными технологиями. Ее производственная мощность составляет 17 т/ч. Это одна из первых и наиболее зрелых продуктов Shuhong. также наиболее широко используется отечественными и зарубежными клиентами, одобренными традиционными производственными линиями.
Сырьем этой производственной линии может быть медный лом или электролитическая медь. Если пользователи используют медный лом в качестве сырья, они могут использовать отражательную печь для рафинирования меди для плавки меди; если они используют электролитическую медь в качестве сырья, они могут выбрать шахтную печь непрерывного производства производительностью 16 т/ч и 8-тонную раздаточную печь.
Эта производственная линия представляет собой шестиколесную литейную машину. Точка литья находится в 12:04 по часам. Угол между соплом и горизонтальной линией составляет 24 °, что уменьшает вихревой ток, создаваемый медной водой во время литья. турбулентность в литом медном штифте Пузыри и трещины, качество медных слитков значительно лучше, чем у литых медных слитков Фанжи. В стане непрерывной прокатки используется двухвалковая рама в сочетании с трехвалковой рамой. Вертикальные ролики, горизонтальные роликовые рамы, а также Y-образная верхняя и нижняя трансмиссионные рамы расположены попеременно для увеличения степени сжатия и эффективного улучшения внутренней структуры зерна. медные слитки, что значительно улучшает и стабилизирует качество медного стержня, а также облегчает вытягивание нитей.
Система намотки имеет два метода: натяжение цветков сливы и гидравлическое натяжение. Метод намотки цветков сливы образует рыхлые петли и быстро рассеивает тепло, но внешний вид получается недостаточно красивым. Гидравлический метод намотки делает намотку компактной, а внешний вид красивым и аккуратным.
Это способствует дальним перевозкам, что позволяет повысить качество продаж и снизить себестоимость продукции.
В электрической системе управления используется главный двигатель постоянного тока и усовершенствованное полностью цифровое устройство управления скоростью Siemens для синхронизации скоростей разливочной машины, прокатного стана и запирающего стержня. Использование программируемых контроллеров (ПЛК) и человеко-машинных интерфейсов позволяет осуществлять полнофункциональное управление связями главной и вспомогательной машин, а также отображать и обнаруживать рабочие параметры и неисправности оборудования.
Процесс производства:
Отражательная печь: загрузка печи → плавка и рафинирование → Нижний желоб
Вертикальная печь: подача в печь → плавка → верхний резервуар → резервуар для удаления шлака → изоляционная печь → нижний резервуар →Литейная машина (заготовка) → передняя тяга → обработка заготовки (прокатка и резка, шпиндель, правка, снятие угла наклона и чистка щеткой)
→Прокатка (автоматическая подача) → непрерывная прокатка → охлаждение и уменьшение поверхности медного стержня → нанесение воска → непрерывная намотка стержня
Тип сливового цветка (двойная рама) приемка →готовый продукт
Концентрический круговой (гидравлический) прием →готовый продукт
Основные параметры продукта
| Спецификация модели | SH2500/8-255/12 | SH2500/8-255/12B |
| Площадь сечения литейного прутка | 2330мм² | |
| Диаметр литейного колеса | Φ2100мм | |
| Главный двигатель (постоянного тока) | 550квт | |
| Прокатный стан | 12 стеллажей: 6 стеллажей двухвалкового типа; 6 стеллажей трехвалкового типаВертикальная роликовая стойка с двумя роликами: 1#, 3#, 11# Горизонтальная роликовая стойка с двумя роликами: 2#, 4#, 12# Нижняя приводная рама Y-образного типа с тремя роликами: 5#, 7#, 9# Верхняя рама двигателя Y-образного типа с тремя роликами: 6#, 8#, 10# Номинальный размер рулона: φ255 мм | |
| Система приема | Система приема с двумя корзинами | Гидравлическая система приема |
| Габаритные размеры основного оборудования | Длина 40 м×ширина 7,8 м×высота 5,1 м | Длина 40 м×ширина 12 м×высота 5,1 м |
| Не включает медеплавильную печь | ||
| Общий вес основного оборудования | ~83t | ~100t |
| Установленная мощность основного оборудования | 1200 КВА | |
| Производственная мощность | ~17т/ч | |
| Стандартный диаметр медного прутка | Φ 8мм | |
| Соответствующая плавильная печь | 16Т/ч Вертикальная печь+8Т Теплоизоляционная печь или отражательная печь (в зависимости от сырья) | |



связаться с нами
Сопутствующие популярные продукты

Плавильная печь для плавки алюминия и вспомогательное оборудование
Предоставляя линии непрерывного литья и прокатки алюминиевых сплавов, компания также предоставляет различные типы плавильных печей, теплоизоляционные печи и специальное оборудование для производства сплавов в соответствии с различными требованиями клиентов. Компания успешно завершила ряд проектов “под ключ” в стране и за рубежом.
Машина для волочения медной и алюминиевой проволоки
оризонтальная и тандемная конструкция, приводимая в движение двумя двигателями для быстрой смены штампа Высокоточная косозубая передача, высокая эффективность шума Система смазки трансмиссионной части с принудительной подачей масла

Крутильная машина с жесткой рамой
Применение в оборудовании: используется для скрученного алюминиевого или медного провода, кольцевого сжатия или веерообразного сжатия алюминиевых проводников, медных проводников и сжатия сердечника разъемного проводника с предварительным кручением.