Продукция
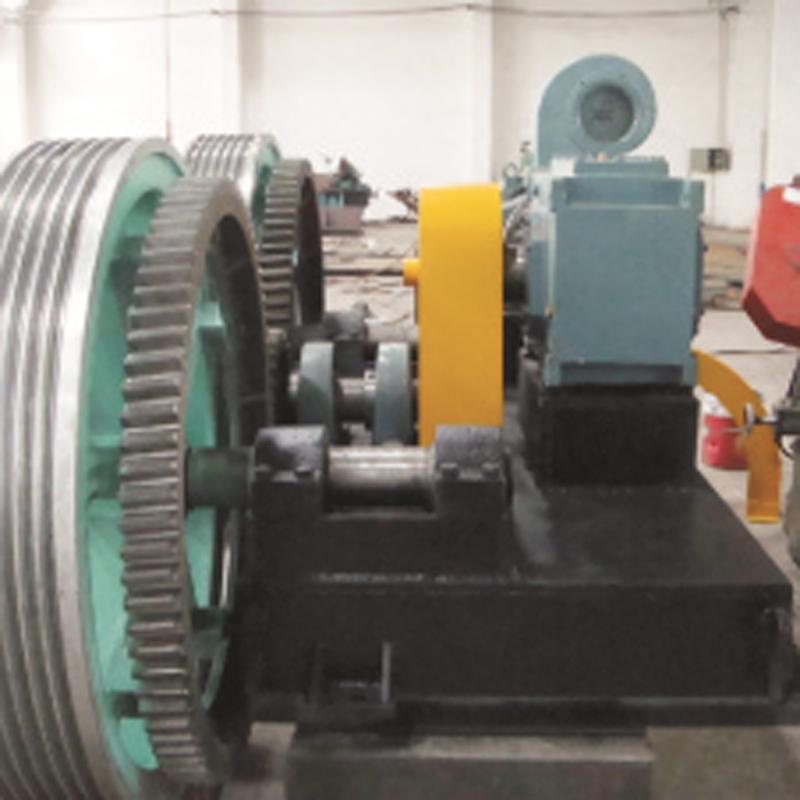









Производственная линия непрерывного литья и прокатки медных прутков с низким содержанием кислорода типа SH2500
Эта линия непрерывного литья и прокатки разработана и изготовлена компанией Шухун на основе многолетнего накопленного богатого опыта и в сочетании с передовыми международными технологиями. Производственная мощность линии составляет 17 т/ч. Это один из самых ранних и совершенных продуктов Шухун, а также традиционная производственная линия, широко признанная отечественными производителями. и иностранные заказчики.
Описание
маркер
Эта линия непрерывного литья и прокатки разработана и изготовлена компанией Шухун на основе многолетнего накопленного богатого опыта и в сочетании с передовыми международными технологиями. Производственная мощность линии составляет 17 т/ч. Это один из самых ранних и совершенных продуктов Шухун, а также традиционная производственная линия, широко признанная отечественными производителями. и иностранные заказчики.
Сырьем для этой производственной линии могут быть отходы меди или электролитическая медь.Если пользователи используют медные отходы в качестве сырья, они используют печь отражательного рафинирования для выплавки меди; если в качестве сырья используется электролитическая медь, они могут выбрать вертикальную печь непрерывного действия производительностью 16 тонн в час и 8-тонную теплоизоляционную печь.
Эта производственная линия представляет собой шестиколесную литейную машину, Время разливки - 12:04 по часам. Угол между соплом и горизонтальной линией составляет 24°, что уменьшает вихревые токи, создаваемые медной водой во время разливки, уменьшает пузырьки и трещины в отлитых медных слитках, при этом качество медных слитков значительно выше, чем у вертикально отлитых медных слитков.В стане непрерывной прокатки используется комбинация двухвалковой и трехвалковой рам. Вертикальные и горизонтальные роликовые рамы расположены поочередно, а Y-образные верхняя и нижняя передаточные рамы расположены поочередно для увеличения степени сжатия, что эффективно улучшает внутреннюю зернистую структуру меди слиток значительно улучшает качество медного стержня и стабилизирует его, а также облегчает вытягивание нитей накала.
Система сбора имеет два способа: сбор цветков сливы и гидравлический сбор.Способ намотки цветков сливы получается рыхлым по кругу и быстро рассеивает тепло, но внешний вид получается недостаточно красивым.Гидравлический метод намотки обеспечивает компактность в виде кругов, красивый и аккуратный внешний вид, прост в транспортировке на большие расстояния и может повысить качество продаж и стоимость продукции.
Электрическая система управления оснащена главным двигателем постоянного тока и передовым полностью цифровым устройством регулирования скорости Siemens для синхронизации скорости литейной машины, прокатного стана и приемной штанги.Использование программируемого контроллера (ПЛК) и человеко-машинного интерфейса позволяет осуществлять полномасштабное управление основными и вспомогательными машинами, а также отображать и обнаруживать рабочие параметры и неисправности оборудования.
Процесс производства:
Отражательная печь: загрузка печи → плавка и рафинирование → желоб
Вертикальная печь: подача в печь → плавка → верхний резервуар → резервуар для удаления шлака → изоляционная печь → нижний резервуар →
Литейная машина (заготовка) → передняя тяга → обработка заготовки (прокатка и резка, шпиндель, правка, снятие угла наклона и чистка щеткой)
→Прокатка (автоматическая подача) → непрерывная прокатка → охлаждение и уменьшение поверхности медного стержня → нанесение воска → непрерывная намотка стержня
Тип сливового цветка (двойная рама) приемка →готовый продукт
Концентрический круговой (гидравлический) прием →готовый продукт
Основные параметры продукта
| Спецификация модели | SH2500/8-255/12 | SH2500/8-255/12B |
| Площадь сечения литейного прутка | 2330мм² | |
| Диаметр литейного колеса | Φ2100мм | |
| Главный двигатель (постоянного тока) | 550квт | |
| Прокатный стан | 12 стеллажей: 6 стеллажей двухвалкового типа; 6 стеллажей трехвалкового типаВертикальная роликовая стойка с двумя роликами: 1#, 3#, 11# Горизонтальная роликовая стойка с двумя роликами: 2#, 4#, 12# Нижняя приводная рама Y-образного типа с тремя роликами: 5#, 7#, 9# Верхняя рама двигателя Y-образного типа с тремя роликами: 6#, 8#, 10# Номинальный размер рулона: φ255 мм | |
| Система приема | Система приема с двумя корзинами | Гидравлическая система приема |
| Габаритные размеры основного оборудования | Длина 40 м×ширина 7,8 м×высота 5,1 м | Длина 40 м×ширина 12 м×высота 5,1 м |
| Не включает медеплавильную печь | ||
| Общий вес основного оборудования | ~83t | ~100t |
| Установленная мощность основного оборудования | 1200 КВА | |
| Производственная мощность | ~17т/ч | |
| Стандартный диаметр медного прутка | Φ 8мм | |
| Соответствующая плавильная печь | 16Т/ч Вертикальная печь+8Т Теплоизоляционная печь или отражательная печь (в зависимости от сырья) | |



связаться с нами
Сопутствующие популярные продукты

Вертикальная плавильная печь для электролитической меди
Вертикальная плавильная печь для электролитической меди и полный комплект системы предварительного сжигания смеси, независимо разработанные, спроектированные и изготовленные компанией Шухун и поддерживающие линию непрерывного литья и прокатки медных прутков, в настоящее время являются самой передовой технологией производства медных прутков с низким содержанием кислорода в мире.

Описание стационарной отражательной печи
Стационарная печь для рафинирования лома меди – это специальное плавильное оборудование, которое использует газ, тяжелое масло или природный газ в качестве топлива, и принимает лом меди в качестве сырья для завершения процесса плавки, окисления (шлакования) или восстановления и т.д. Она имеет преимущества простой структуры и хорошей адаптации к сырью.

Производственная линия непрерывного литья и прокатки медных прутков с низким содержанием кислорода типа SH7000
Опираясь на многолетний опыт промышленного проектирования, производства и технологии в сочетании с передовыми техническими концепциями аналогичных международных продуктов, компания Шухун разработала, спроектировала и изготовила линию непрерывного литья и прокатки медных прутков с низким содержанием кислорода типа SH7000, которая стала крупным прорывом в области крупнотоннажного непрерывного производства медных прутков с низким содержанием кислорода.